缪朝东机电技术名师工作室

加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2023-04-12
加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2022-05-25
教 案(首页)
编号:YJSD/JWC-17-08
|
课题序号 |
5 |
授课班级 |
联五21数控 |
|
授课课时 |
2 |
授课形式 |
新授 |
|
授课章节 名 称 |
1.5定位基准的选择 |
||
|
使用教具 |
多媒体课件 |
||
|
教学目的 |
3.基准的概念及分类、工件的定位、定位基准的选择 |
||
|
教学重点 |
如何选择定位基准 |
||
|
教学难点 |
通过理论的学习判断具体的实践案例 |
||
|
更新、补充、删减 内 容 |
无 |
||
|
课外作业 |
教材p44,8、9、10、11、12、14、15 |
||
|
教学后记 |
|
||
|
授课主要内容或板书设计 |
|||
|
1.5定位基准的选择 一、基准的概念及分类 二、工件的定位 三、定位基准的选择 |
|||
课 堂 教 学 安 排
|
教学过程 |
主要教学内容及步骤 |
|
学习任务目标
教学指导
学习活动
|
知识目标:了解零件工艺性 能力目标:能选择毛坯和基准 素质目标:有质量和效益意识,安全生产意识
通过对概念的解读并结合具体实例引导学生理解
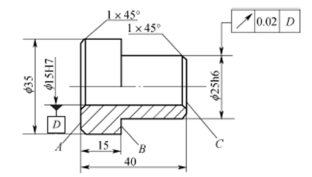
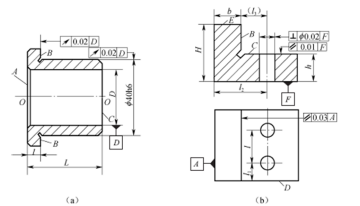
1.5定位基准的选择 正确选择定位基准对保证零件表面间的相互位置精度,确定表面加工顺序和夹具结构的设计都有很大影响。 一、基准的概念及分类 基准是确定零件上的某些点、线、面位置时所依据的那些点、线、面。 1.设计基准:在图样上用以确定其他点、线、面位置的基准。 2.工艺基准:在零件加工、测量和装配过程中所使用的基准。 1)定位基准:在加工时,用以确定零件在机床上或夹具中的正确位置所采用的基准。 2)测量基准:工件检验时,用以测量已加工表面尺寸及位置的基准。 3)装配基准:装配时用以确定零件在机器中位置的基准。 4)工序基准:在工艺文件上用以标定被加工表面位置的基准。 二、工件的定位 1.定位与定位基准:用于定位的表面即确定工件位置的依据。 2.工件定位的方法:直接找正法、划线找正法和采用夹具定位。 3.六点定位原理:用合理分布的6个支承点与工件的定位基准相接触来限制工件6个自由度,使工件的位置完全确定,称为“六点定位规则”。 4.定位方式 (1)完全定位:工件实际需要限制的自由度数取决于工件的加工要求。 (2)不完全定位:根据加工要求,并不需要限制工件全部6个自由度的定位称为不完全定位。 (3)欠定位:按照加工要求应限制的自由度没有被限制的定位称为欠定位。 (4)重复定位:工件上某一个自由度或某几个自由度被重复限制的定位称为重复定位。 三、定位基准的选择 1.粗基准的选择 一是保证主要加工面有足够而均匀的余量和各待加工表面有足够的余量;二是保证加工面与非加工面之间的相互位置精度 具体选择原则是: (1)为了保证加工面与非加工面之间的位置要求,应选非加工面为粗基准。 (2)合理分配各加工面的余量。在分配余量时应考虑以下两点。 (3)粗基准应避免重复使用。 (4)选作粗基准的表面应平整,没有浇口、冒口或飞边等缺陷,以便定位可靠。 2.精基准的选择 |
课 堂 教 学 安 排
|
教学过程 |
主要教学内容及步骤 |
|
学习活动
任务训练
作业布置 |
选择精基准时应从保证零件加工精度要求出发,同时考虑装夹方便可靠,夹具结构简单。精基准的选择一般应遵循以下原则。 (1)基准重合的原则 (2)基准统一原则 (3)余量均匀原则 (4)互为基准原则 (5)便于装夹原则
1.毛坯有哪些类型?试举例说明如何选择毛坯的类型。 2.什么叫设计基准、工艺基准?工艺基准按用途分为哪几类?试述它们的概念。 3.什么叫精基准、粗基准?试述它们的选择原则。 4.什么叫六点定位?什么是完全定位、不完全定位?举例说明。 5.何为欠定位、过定位?在生产中这两种现象是否都允许存在?举例说明。
P44:9、10 |