缪朝东机电技术名师工作室

加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2023-04-12
加入时间:2022-05-25

加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2022-05-25
加入时间:2022-05-25
江苏联合职业技术学院宜兴分院
江苏省宜兴中等专业学校
教
案
课题名称: 型腔类零件的加工
课程名称: 数控加工工艺编程与操作
专 业: 数控技术
教学时数: 4课时
设 计 者: 蒋东敏
学 校: 江苏联合职业技术学院宜兴分院
首 页
|
课题名称 |
型腔类零件的加工 |
||
|
教学时数 |
4 |
教材 |
《数控加工工艺编程与操作》 丑幸荣 主编 机械工艺出版社 |
|
授课类型 |
理实一体化 |
||
|
学情分析 |
本项目学生是数控专业五年制高职三年级学生,前面已经进行了普车实训,有了一定的加工基础,但是对数控加工工艺的编制、数控机床的操作和工艺特点还不够了解。 |
||
|
设计思路 |
通过创设情景进行分组教学,理论联系实际,先仿真模拟后实践操作,以职业实践为主线培养学生职业能力。 |
||
|
教 学 目 标 |
1、知识与能力目标: 能合理制定一般带型腔零件的数控铣削加工工艺规程。 |
||
|
2、过程与方法目标: 通过本项目训练,掌握带型腔零件的数控铣削加工工艺分析方法,提高职业能力。 |
|||
|
3、情感态度价值观目标: 在实施课堂项目中使学生获得成功的喜悦,激发学生对数控加工的兴趣。 |
|||
|
教学重点 |
带型腔零件的数控铣削加工工艺路线的设计 |
||
|
教学难点 |
数控铣削加工工序卡的编制 |
||
|
教学 方法 |
教法:“AITUD(爱它得)”五步教学法、项目引领、任务驱动、理实一体 |
||
|
学法:“做中学、学中做”,自主探究、分工合作,听讲提问相结合获取知识 |
|||
|
教学 资源 |
网络教学资源:课程网站、教师微博、班级QQ群; 理论教学资源:多媒体课件、工作任务书、学习评价表; 实践教学资源:数控铣削仿真机床、工件毛坯、刀具、量具等。 |
||
|
板书设计 |
一、 零件图工艺分析 审查图样、零件结构分析、技术要求分析 二、 加工工艺路线设计 加工方法选择、加工顺序的确定、刀具选择 三、 填写数控加工工艺文档 1. 数控加工工序卡 2. 数控加工进给路线图 3. 数控加工刀具卡 4. 数控加工程序单 |
||
教学过程任务书
|
教 学 程 序 |
|||
|
教学 环节 |
教 学 内 容 |
师生活动 |
设计意图 |
|
课前 准备 |
工作任务书;多媒体课件;数控铣削工序卡;仿真机床及工量具。 将班级学生分成若干小组,每组3-4人。 |
学生自主学习数控铣削加工的相关理论;教师准备好课件和理实一体化加工设备。 |
预先做好相关理论和实践的准备,为理实一体化教学的实施做好铺垫 |
|
引导 操作 (15’) |
1.角色转换,创设情景 |
教师播放视频,演示多媒体,展示实物模型,对项目进行介绍,对学生进行分组分工。 学生学习新知,并认真分析项目任务,确认工作任务书里的内容。 |
角色转换,创设情景,激发学生学习兴趣 |
|
各位同学大家好!我是数控铣削车间的“师傅”,最近啊我们学校实训基地接到了一家机床厂的订单,需要加工一批带型腔的凸轮零件(投影出公司生产现场的相关图片,营造企业情景),同学们有没有兴趣也参加到这次产品的生产中来呢?我们领导说了,根据客户的要求,我们要在今天的4节课时间内把这个产品做出来,大家有没有信心?! |
|||
|
2.观看视频,设疑导学 |
|||
|
我们上一项目训练了回转零件的数控车削加工工艺的编制,那么怎么加工带型腔的平面类零件呢? 观看视频,引入数控铣削的加工对象和加工内容。 |
|||
|
3.布置任务,分组分工 |
|||
|
根据工作任务书布置的项目任务(附件1),创设企业产品设计开发和加工过程的情境,在整个任务环节中,设定工艺员、技术员、质检员等工作岗位,让学生角色扮演,参与行动体验,从而锻炼其各项能力。 |
|||
|
知识 归纳 (15’) |
1. 数控铣削加工的主要对象。 2. 数控铣削加工工艺的主要内容。 3. 数控铣削加工工艺文件编制。 4. 制定任务书零件的数控铣削加工工序卡。 (解说演示各组的加工方案) |
学生在课堂上提出在网络课件的自主学习中有疑问的地方,教师进行解答归纳知识点,学生积极参与,各小组互相打分。 |
翻转课堂,由教师归纳知识点,学生提问讨论各知识点。 |
|
知识 讲解 (30’) |
1.零件图工艺分析 |
教师讲解 PPT演示 学生做好记录 |
老师对归纳的知识要点进行讲解,真正实现“做中教,做中学,用多少,讲多少” |
|
² 审查图样 该零件图尺寸标注完整、正确,符合数控加工要求,加工部位清楚明确。 ² 零件结构工艺性 该零件为45钢,结构对称的实心材料,要求铣削上表面、外轮廓、型腔和ø20H8孔,其中最小的内圆弧半径为10mm,型腔深6mm,可选较大直径的铣刀进行加工,故工艺性好。 ² 零件图样技术要求分析 该零件外轮廓尺寸分别为72+0.04mm和71.5+0.04mm,孔的尺寸精度为IT8,表面粗糙度全部为3.2μm,精度要求一般。 |
|||
|
2.加工工艺路线设计 |
|||
|
² 加工方法选择 根据零件的要求,上表面采用面铣刀粗铣→精铣完成,其余表面采用立铣刀粗铣→精铣完成。 ² 加工顺序的确定 由于该零件有内外轮廓的加工,因此在安排加工顺序时应内外轮廓交替进行加工,并且先型腔后外轮廓,故加工顺序为铣上表面、粗铣型腔和孔、粗铣外轮廓、精铣型腔和孔、精铣外轮廓。 |
|||
|
3.刀具选择 |
|||
|
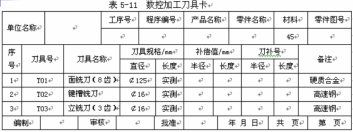
² 加工上表面时,由于平面尺寸80×80,故选用Φ125mm的面铣刀;加工外轮廓时,由于外轮廓没有内凹轮廓,故也可以选用较大立铣刀来加工; ² 加工型腔和孔时,最小的内凹圆弧为R10mm,因此选用的刀具半径应小于10mm,同时为了能够直接下刀,粗加工型腔和孔时选用Φ16的键槽铣刀; ² 在粗精加工外轮廓和精加工型腔和孔时选用Φ16mm的3齿高速钢立铣刀。 |
|||
|
4.填写数控加工工艺文件 |
|||
|
(1)数控加工工序卡
(2)数控加工刀具卡
(3)数控加工进给路线图
(4)数控加工程序单(略) |
|||
|
应用 训练 (100’) |
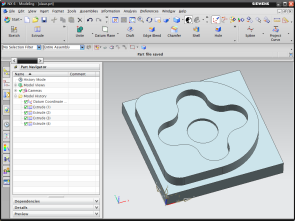
1.软件仿真模拟 |
师生共同交流、讨论、归纳,对各组数控铣床加工工艺进行修改完善,并进行仿真检验和加工,检验其工艺的可行性
|
学生对刚刚学习的知识,结合设计的学习任务进行应用性实践,通过应用巩固已学知识并“举一反三” |
|
采用UG软件进行数控铣削仿真加工测试,检验其加工工艺的可行性。
|
|||
|
2. 修改工艺方案 |
|||
|
效果修改加工方案及切削参数,完善加工工艺。 (完成工作任务书) |
|||
|
3.零件加工 |
|||
|
将仿真软件生成的程序通过DNC传输软件传输到数控系统,上机进行零件的数控铣削加工。 要求:(1)45分钟内独立完成零件加工; (2)保证零件的尺寸精度; (3)遵守安全操作规程。 |
|||
|
主题 讨论 (20’) |
1.相互辩论 |
项目完成后,老师组织学生分组讨论,进行反思与探究,对项目中遇到的问题修正并完善 |
分组讨论重在培养学生的职业能力和社会能力 |
|
各组技术员、质检员通过对各组零件的检测和工艺分析相互辩论,对为什么出现尺寸精度不够,表面质量不高,还有哪些不懂或不会的地方进行探讨,找出各个加工方案的优缺点,共同设计更加完美的加工工艺。 |
|||
|
2.总结拓展 |
|||
|
教师对本次项目完成的情况进行讲解评价,总结其中的不足,并布置作业要求学生进行课外拓展,完成其他零件的仿真加工练习。 (学生完成学习评价表) |
|||
|
教学 反思 |
本次教学活动通过“带型腔零件的数控铣削加工”项目以翻转课堂的形式展开,从以前的传统教学转变为了网络学习、自主探究、手脑结合并全程贯穿引导评价的新的学习模式,培养了学生的专业动手能力、合作精神和职业能力,学生普遍比较积极主动,特别是在仿真测试上表现出较大的兴趣,达到了预期的效果。 不足之处是还有少部分学生由于前期缺乏良好的专业理论,对于本项目的参与度不高,同组学生不能达到同样的效果,对学生的考核评价还不能很好体现真实情况,在以后的教学中还要增强这部分学生学习兴趣的培养,让每个学生都能在课堂上体会到成功的乐趣和学习的自信。 |
||
附件1:
数控加工工作任务书
|
课题名称 |
带型腔零件的数控铣削加工工艺分析 |
学 生 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
班 级 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
[学习目标]:1. 掌握带型腔零件的数控铣削加工工艺分析方法。 2. 能合理制定一般带型腔的凸台零件的数控铣削加工工艺规程。 3.提高敬业、细致、高效、合作等职业岗位素养,提高职业能力。
1. 机床厂某平面轮廓零件如图所示,材料为45钢,单件生产,在前面的工序中已完成零件底面和侧面的加工(尺寸为80mm×80mm×19mm),试对该零件的顶面和内外轮廓进行数控铣削加工工艺分析。 2. 使用数控仿真软件验证加工程序,并完成精度控制仿真测试。并对比他组方案进行辩论,最终确定加工方案。 数控加工工序卡
数控加工刀具卡
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
附件2:
《带型腔零件的数控铣削加工工艺分析》学习评价表
班级 姓名 组别
一、观察与评价
根据“观察点”列举的内容,进行自评与组内互评。
|
观 察 点 |
自 评 |
互 评 |
||||
|
|
|
|
|
|
|
|
|
能正确识图,理解产品的加工内容及技术要求 |
|
|
|
|
|
|
|
能正确编制加工工艺,工艺分析流程规范,加工方案合理 |
|
|
|
|
|
|
|
能在规定时间内完成模拟仿真,并根据模拟运行的情况进行调试和修改 |
|
|
|
|
|
|
|
加工零件的精度符合《带型腔的凸台零件考核评分表》要求 |
|
|
|
|
|
|
|
能积极参与问题讨论 |
|
|
|
|
|
|
二、反思与探究
从实施过程和评价结果两方面,对为什么出现尺寸精度不够,表面质量不高,还有哪些不懂或不会的地方进行探讨,分析存在的问题,找出各个加工方案的优缺点,共同设计更加完美的加工工艺。
|
遇到的问题 |
解决的办法 |
|
|
|
|
|
|
|
|
|
三、修正与完善(课后完成)
根据反思与探究的结果,对任务中不够满意、不懂或不会的进行补习。